摘要:現如今的汽車制造行業,使用的機械設備越來越精密,制造技術與自動化水平也越來越高,為此對供電系統的電能質量要求更高更苛刻,同時對不能滿足現有生產工藝需求的供電質量進行治理。通過分析汽車制造過程中沖壓工藝、焊接工藝、涂裝工藝、總裝工藝產生的諧波、功率因數低、電壓波動、閃變、三相不平衡等電能質量問題,結合實際項目治理案例,介紹了系統解決方案,并對取得治理效果進行展示分析。
關鍵詞:汽車制造行業;非線性負載;電能質量監測與治理;系統解決方案;
0.引言
??電能質量是電力工業產品的重要指標,涉及發、供、用各方面的權益。隨著科技的進步與發展,沖擊性、非線性的負載越來越多,尤其是電力電子器件的應用,使得諧波、電壓波動、閃變、三相不平衡等電能質量問題尤為嚴重。汽車行業的電能質量問題,主要體現在汽車制造業中,而在汽車制造業中,主要體現在沖壓、焊接、涂裝、總裝生產工藝。整個汽車制造流程緊密銜接,具有高度集成的特點,對電能質量的要求相對較高。而任何一個制造工藝的供電故障、電氣事故都會影響到上一個工藝或下一個工藝的正常運作。因此,治理諧波,提高電能質量,營造安全、穩定、高效、健康的綠色電能質量環境問題是汽車制造行業的配電中非常重視的問題。
1.汽車制造行業供配電系統諧波源及其危害
??汽車制造行業供配電系統中的諧波源主要可分為沖壓設備、焊接設備、涂裝設備以及總裝設備四大類,具有畸變率高、功率因數低、種類雜、數量多等特點。
1.1沖壓設備
1.1.1沖壓設備的用電現狀
??汽車車身沖壓成形是汽車制造技術的重要組成部分,其中大量使用數控沖床、等離子切割機床、多工位沖壓機床等大型設備。這些設備普遍采用直流電動機,是典型的諧波源及沖擊性負荷,產生的諧波不僅造成母線電壓波動,使設備無法運行,還會使系統功率因數降低,電壓、電流波形嚴重畸變,增加系統的無功功率損耗,影響整個供電系統。主要是沖擊性負載,會引起功率因數很低,造成系統電壓會偏低的情況,同時會伴隨一些諧波,諧波電流約占設備全部開啟后系統電流30%,諧波電壓會隨著系統負載的不同在7%-10%變動狀況,但是主要還是5、7次諧波。
1.1.2對制造工藝的危害
??諧波導致過壓、過流、欠壓等電能質量問題,會使沖壓設備因過壓、過流而出現過負荷的沖壓,或因欠壓而導致壓力不夠、沖壓不到位,出現產品報廢等現象。諧波使系統損耗增加,增加系統的發熱量和噪聲污染。長時間工作在不良電能環境中,會降低設備壽命,損壞電容補償裝置。沖擊性負荷會使供電系統不穩定,造成嚴重的電壓閃變、瞬時電壓降低等現象,使某些設備停止運行。
1.2焊接設備
1.2.1焊接設備的用電現狀
??汽車焊接主要用于車身的制造,有點焊、凸焊、二氧化碳保護焊和氬弧焊等多種方式(目前大量使用焊接機器人)。對于帶涂層的鋼板、涂膠的鋼板、多層板及不同材質板等條件下的焊接,傳統的工頻點焊機難以滿足焊接要求,中頻點焊機在越來越多的汽車生產企業得到應用。中頻點焊機工作原理:工頻交流電經整流、濾波后變成直流電,再通過大功率開關電子元件(如場效應管MOSFET或IGBT)的交替開關作用,把直流電逆變成幾千赫茲到幾萬赫茲的中頻交流電壓,經主變壓器降壓后,再經整流濾波獲得平穩的直流輸出焊接電流。其工作過程簡單表示為:工頻交流-直流-中頻交流-直流。焊機工作中頻點焊時,焊接參數大概為預壓時間400ms~800ms,焊接時間200ms~450ms,焊接電流高達5~10kA,焊接脈沖數為1~20次,保持時間100ms~300ms。中頻點焊機工作頻繁,工作周期短,電流變換頻率高,主要表現為瞬時突變電流,功率因數低、無功和電壓波動較大、諧波電流和電壓較大、三相電壓不平衡嚴重等。
1.2.2對制造工藝的危害
??點焊機是典型的單相沖擊性負載,也是典型的諧波源。因為焊機是兩相短路原理,會造成嚴重的電流不平衡的情況,同時啟動電流會很大,造成較大的沖擊性電流,功率因數會很低,甚至會造成系統電壓偏低的情況,同時會產生很大的諧波,并且諧波畸變率會比較高,估計會達到20%以上。諧波電流使得系統的電壓電流發生畸變,出現過壓、欠壓、過流,甚至引起保護裝置誤動,影響正常生產。還會造成焊件質量不到位、虛焊、漏焊、誤焊等隱患,導致產品不合格。另外,諧波電流使設備無法正常運行,導致中性線電流增大、中性線電纜的肌膚效應相應增大,降低電纜使用壽命,嚴重時會燒毀電纜,威脅整個系統的電能質量。
1.3涂裝設備
1.3.1涂裝設備的用電現狀
??涂裝工藝主要是通過機械手對焊接成形的車身及零部件進行噴涂和烘烤,一般會涉及到電泳設備,類似電鍍。涂裝工藝的主要負載是電力電子器件和大容量的加熱設備,這些設備應用整流及變頻原理制造,在此過程中會產生諧波,而加熱設備則使用電阻較大的器件。涂裝車間的電能質量表現為感性無功較大、整體功率因數低、諧波電流大而復雜,系統母線端電壓降低嚴重,設備發熱量大以及利用率低。電流畸變率在10%-25%之間,以5次、7次諧波為主、包括一些偶次及高次諧波的特征
1.3.2對制造工藝的危害
??諧波會使涂裝車間的設備損耗增加,使主變的鐵損、銅損、介質損耗、電壓峰值增加,變壓器噪聲變大,變壓器的負載能力減小。諧波會使涂裝、噴漆、運送等設備出現誤動,導致噴漆不均勻,運送不到位,在涂裝表面出現氣泡、漏涂、打磨不到位、重復涂裝等缺陷,嚴重影響產品的涂裝質量。由于系統無功消耗增加,母線電壓下降,電壓發生偏差,而加熱設備會因電壓過低,在規定的時間內達不到烘烤汽車表面涂層溫度標準,出現烘烤質量問題。
1.4總裝工藝
1.4.1總裝設備的用電現狀
??總裝工藝是把各零部件安裝到焊接好并經過涂裝后的車身上,總裝工藝過程主要是利用機器人代替人工進行自動組裝,其程序控制是利用二極管、三極管、 放大電路、整流橋、開關電源等電子元件,這些器件單個產生的諧波雖小,但大量集成使用會對供電系統造成嚴重影響,產生大量諧波,主要是13次以下的諧波,以5、7次諧波為主,其中5次諧波最為嚴重。因此,這些設備對電能質量的要求很高。
1.4.2對制造工藝的危害
??諧波會使電流電壓畸變,使得處于過零運行的PLC、單片機等器件因電壓異常而引發誤動,導致過早或延遲過零,影響到整體的指令控制。電壓畸變還會影響電力電子器件的動作及精度,造成機械手誤動。諧波還會損害電容器,使主控制板溫度增加,降低電子元件的使用壽命。
1.5諧波的其他危害
??諧波除了影響電容器正常運行之外,還會對以下設備造成危害:
??(1)對變壓器的影響
??諧波電流使變壓器的銅耗增加,特別是3次及奇倍數諧波,對三角形連接的變壓器會在其繞組中形成環流,使繞組過熱;對全星形連接的變壓器,當繞組中性點接地,而該側電網中分布電容較大或者裝有中性點接地的并聯電容器時,可能形成諧振,使變壓器附加損耗增加。
??(2)對配電線路的影響
??線路阻抗隨著頻率的升高而增加,諧波電流使線路的附加損耗增加,而供電電網的損耗大部分為變壓器和線路的損耗,所以諧波是導致電網網損增加的一個重要因素。線路的分布電感和對地電容與產生諧波的設備組成串聯或并聯回路,在一定的參數條件下,會發生串聯諧振或并聯諧振,而且所產生的諧振過電壓和過電流對相關設備的危害性較大。在適當的條件下還會形成諧波放大。而諧波電壓、電流放大會引起繼電保護裝置誤動甚至損壞。
??(3)對電機裝置的影響
??柴油發電機的內阻跟市電相比大了很多,非線性負載產生的諧波的電流引起的電壓畸變就大很多,造成油機輸出電壓嚴重失真。可能造成油機的控制系統故障,引起用電事故。現在的通信機房停電時一般都由油機提供備電,因此要重視這個問題。
??(4)影響繼電保護和自動裝置的正確性,諧波影響以負序(基波)量為基礎的繼電保護和自動裝置,因為按負序(基波)量整定的保護裝置,整定值小、靈度高。如果在負序基礎上再疊加諧波干擾(電氣化鐵道、電弧爐等)則可能引起發電機負序電流保護誤動跳閘,產生嚴重后果。系統中不明原因的誤動和拒動,與諧波不無關系。諧波超標,會嚴重威脅配電系統的安全穩定運行。
??(5)影響計量裝置的準確性
??電能計量裝置按50Hz標準的正弦波設計,供電電壓或負荷電流中的諧波成分會影響感應式電能表(尤其是電子式電能表)的正常工作。有諧波源存在時,該處用戶的電能表的記錄應為其吸收的基波電能減去小部分諧波電能,故諧波能使電能計量裝置產生誤差。
2.汽車制造行業電能質量治理需求分析及主要特征
2.1需求分析
??汽車行業自動化水平在不斷提高,各種生產設備對電網的供電質量要求也越來越高。工藝設備中由于采用變頻技術使得非線性負荷數量增長,非線性負荷會產大量的諧波注入電網嚴重影響電網電壓質量;同時生產設備中沖擊性負荷的存在,使得瞬時從電力系統吸收大量的沖擊性無功功率。應用有效的電能質量的調控設備,在現有網架結構的基礎上,提高輸電容量和質量成為當前迫切需要解決的問題。采用快速、靈活,實時監測、動態補償無功功率和有源濾波裝置,對保證供電能質量,建設綠色電網,降低網損具有重大意義;也對工業企業減少不必要的浪費,降低成本,提高生產率,促進企業和整個國民經濟的發展,具有不可估量的社會意義。
2.2主要特征
??(1)新能源汽車改朝換代,行業市場前景好,各地建廠或擴建;
??(2)屬于中端制造業,為保證正常生產配電電能質量要求較高;
??(3)負載多樣化,沖壓機為沖擊性負載,需進行補償。中頻焊機、變頻器是主要諧波源,需進行諧波治理。
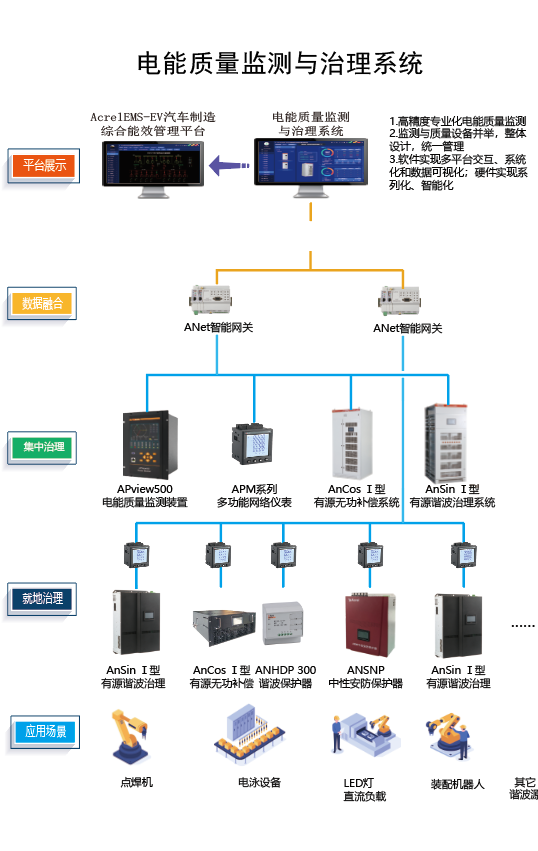
3.汽車制造行業電能質量監測與治理系統解決方案
3.1解決方案
??安科瑞電氣提出的電能質量監測與治理系統解決方案可滿足電力監控管理、運維與電能質量治理等方面的需求,致力于為汽車制造行業用戶提供一站式的整體解決方案,從產品、系統、服務等不同方面來滿足用戶的需要,為用戶創造價值。
??經過以上分析可以知道,在汽車制造行業中容易產生諧波畸變率大、功率因數偏低、三相不平衡嚴重等問題。那么我們可以根據車間情況進行分析治理方案。
??沖壓車間:主要是沖擊性負載,會導致功率因數偏低問題,從而造成系統電壓偏低的情況。沖擊負載運行過程中伴有沖擊電流同時會產生部分諧波,但是主要以5、7次諧波為主;因此可通過安裝有源無功補償裝置進行快速的補償無功,同時補償裝置在滿足裕量充足的情況下可以用來補償2~13次諧波。
??焊接車間:主要是中頻焊機,焊機是兩相短路原理,會造成嚴重的電流不平衡的情況,同時啟動電流會很大,造成較大的沖擊性電流,導致功率因數偏低,甚至會造成系統電壓偏低的情況,同時會產生較大的諧波,并且電壓諧波畸變率會比較高,估計會達到20%以上(國標要求不超過5%)。因此可通過安裝有源無功補償裝置補償無功、治理三相不平衡;另外需單獨安裝有源諧波治理裝置來治理諧波。
涂裝和總裝車間:負載主要整流變頻設備,變頻設備一般為容性負載,本身功率因數較高,但運行過程會產生部分諧波,主要以6N±1次諧波為主,因此可安裝有源諧波治理裝置進行諧波治理。
3.2方案特點
??(1)電能質量監測與治理系統除作為本地終端為用戶提供電能質量監測、治理與設備運維等功能外,亦可通過接入AcrelEMS-EV汽車制造綜合能效管理平臺,為用戶提供遠程在線服務;
??(2)全控技術實現電能質量;
??(3)專業化的電能質量監測:電能質量實時在線監測,測量精度高、測得準,符合IEC61000-4-30標準;
??(4)電能質量監測與治理裝置整體設計,通過上位平臺實現統一管理和閉環控制;
??(5)高品質電能質量治理:配套電力電子裝置技術過關、質量過硬,具備網絡化、可調控、快速響應的性能;
??(6)電能管理務業務綜合協同:配電監控管理與運維、電能分析與電能質量數據共享融通,為企業電能供給與消費提供控制手段。
3.3方案價值
??(1)全面監測電能質量,保障供電可靠性
對汽車生產制造的供配電回路的電氣參數進行全面監測,確保設備用電符合標準要求。微秒級故障錄波與SOE告警能夠及時記錄故障發生時全部數據信息,支持開展故障追蹤與問題定位。
??(2)完整電能質量治理
通過集中+就地整體電能質量治理模式,更大程度滿足無功和諧波治理的要求,提高整個汽車制造供配電系統的電能質量,減少對其它供電及制造設備造成危害。
??(3)數據應用及增值服務
系統提供多維度的用電指標統計與電能數據分析工具,為配電系統運行管理優化和節能降耗提供指導。
4.安科瑞電能質量監測與治理產品選型
4.1集中治理
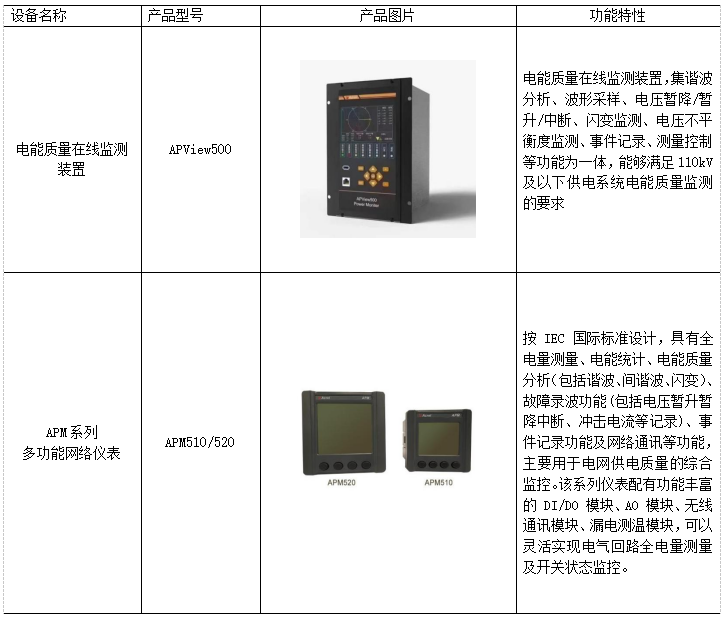
??針對汽車制造行業配電系統中涉及到的空調、風機、電動機、水泵等電器設備及數量較多的計算機等網絡通信設備,為減少諧波對電網側的危害,同時確保無功功率因數達到國標要求值,避免罰款,可采用配電房集中治理的方式,同時也可對整個低壓供配電系統進行電能質量在線監測,其中包含諧波分析、波形采樣、電壓暫降/暫升/中斷、閃變監測等,其集中治理的產品選型見表1。
表1電能質量監測及集中治理產品選型表
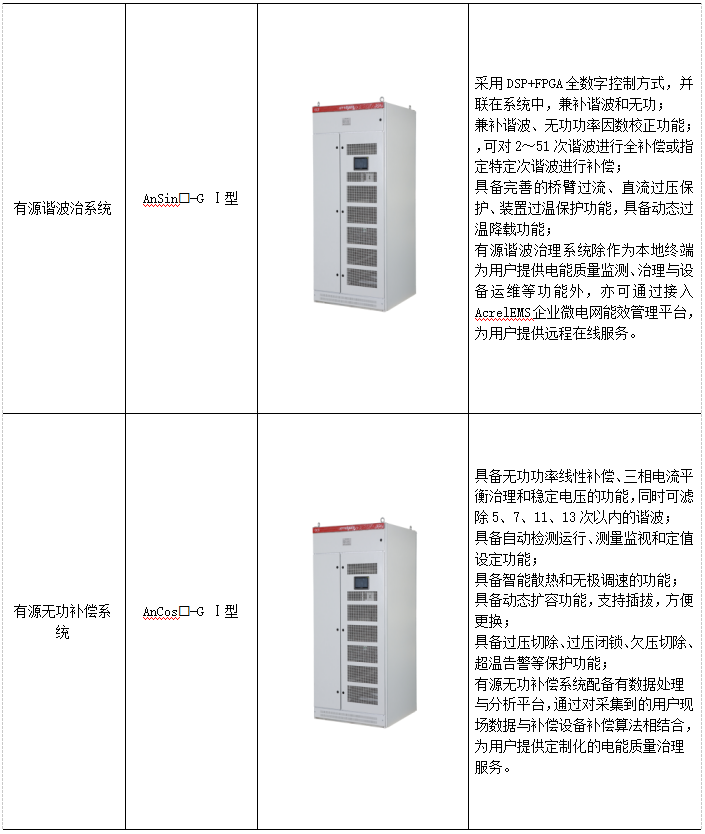
4.2就地治理
??汽車制造各個生產車間內,包含了行車、液壓機床、弧焊機、升降平臺、同步舉升機等各種設備,運行過程中不可避免地產生對整個配電系統有影響的諧波,通常電流畸變率在30%左右。同時,在車間通常選用LED日光燈、金鹵燈、無極燈、工業風扇、工業吊扇等設備,此類設備的諧波電流通常以3次諧波為主,3次諧波電流作為零序電流,三相矢量角度也是一致的。因此N線會進行疊加,致使N線的電流過大。針對上述負載情況,建議在各個重要設備的配電箱增加電能質量補償設備進行就地治理,以達到終端治理諧波的目的,避免影響到整個配電系統的和其他的用電設備,末端治理的產品選型見表2。
表2末端治理產品選型表
5.南京某汽車制造公司電能質量治理項目案例
5.1項目背景
??南京某汽車制造商車間設備近年來受諧波影響,尤其沖壓和焊接設備大量使用,導致廠區電能質量較差,變壓器及線纜的損耗增加,現場有個別無功柜內電容器鼓包損壞,無功需量增加,導致功率因數過低,同時其它電氣設備的老化程度明顯損耗逐漸上升,出現各種電氣故障。分別對廠區1#室內配電房以及2#戶外箱進行數據測試,并根據具體測量數據給出相應的治理方案。
5.2測量結果
測量數據
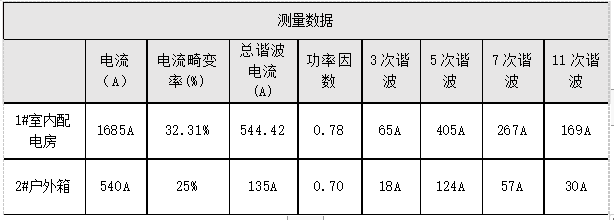
??由上述測量數據可看出,1#室內配電房和2#戶外箱無功功率因數分別為0.7和0.78,低于國家要求的0.9的標準。1#室內配電房所在的供配電系統中5次、7次和11次諧波電流值遠遠超過了國家GB/T14549-1993《電能質量公用電網諧波》0.38KV系統各次諧波及諧波電流值標準,現場負載設備主要為電動機、變頻器、沖壓設備、焊接設備、涂裝設備以及總裝設備等,可通過在配電房集中治理,消除諧波電壓/電流對整個供配電系統、變壓器、無功柜和其它用電設備的影響;為了消除末端設備(例如電焊機、點焊機和沖壓機等工業負載)產生的諧波影響及危害,可采用有針對性的就地治理解決方案,以至于達到準確治理的效果。
5.3解決方案
??由于系統中無功柜均為傳統無源無功補償電容器件,5次和7次諧波電流極易灌入電容柜中,與5其產生諧振現象,放大諧波電流,使無功柜受到損害,無功柜在諧波較大的場合建議改造,同時增加濾波裝置,具體方案如下:
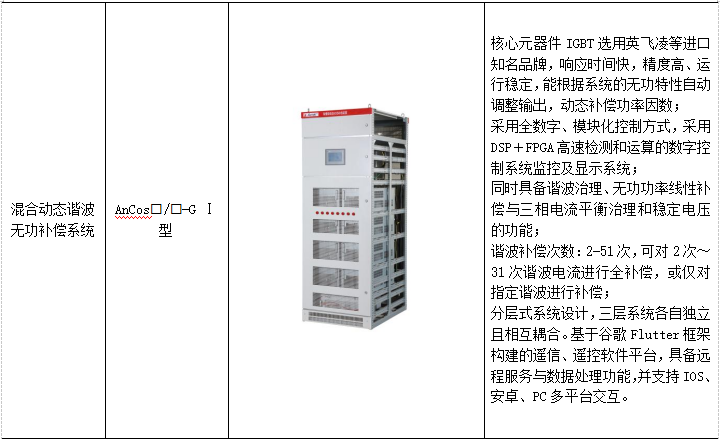
??方案一:集中治理:建議配電房更換無功柜,由于傳統無源電容裝置在負載電流快速變化時和電網電壓、電流畸變率高時無法及時響應,同時極容易諧振,燒毀電容器和投切開關,因此建議選用AnCos-GⅠ型有源無功補償裝置進行無功補償,該裝置具備無極性補償、毫秒級全響應時間及適合在負載快速變化場合的特點,同時是由IGBT構成的有源型補償裝置,不會諧振。另外增加AnSin-GⅠ型有源諧波治理系統裝置進行集中諧波治理,減少諧波對電網、變壓器及供配電系統的危害,改善供電系統電壓和電流穩定性,提升系統的整體運行效率。
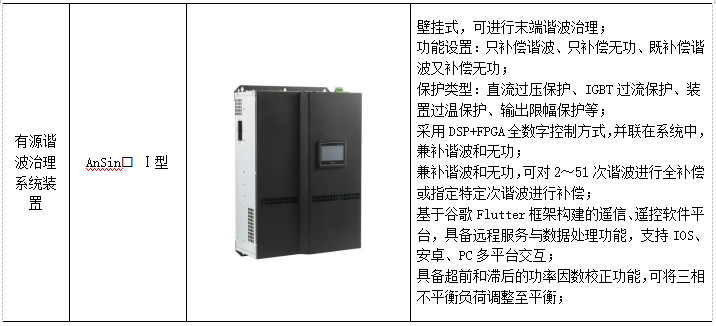
??方案二:就地治理:建議在樓層配電間或電焊機、點焊機和沖壓機等工業負載(負載變比快、畸變率較高)末端加裝AnSinⅠ型有源諧波治理裝置,可對2-31次諧波進行全補償或指定特定次諧波進行補償,達到終端治理諧波的目的。
6.結論
??目前汽車制造行業中的設備普遍采用的是電力電子變流和控制器件,致使車間的非線性制造設備負荷的種類和數量大幅度增加,諧波污染日趨嚴重,給配電系統和制造設備帶來巨大危害。但車間的供配電系統諧波問題一直沒得到足夠重視,諧波造成的變壓器內損和異常發熱、設備故障、使用壽命縮短等直接和間接經濟損失相當巨大。通過對汽車制造車間供配電系統電能質量進行研究,安科瑞為汽車制造行業提供了一套完整的電能治理監測與治理的系統解決方案,使汽車制造行業的電能質量問題得到了有效的治理。